
XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.

Категории
Новый блог
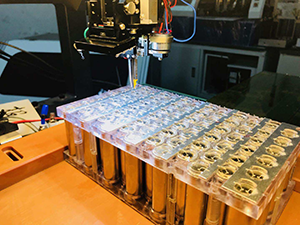
Внедрение ультразвуковой сварочной машины для алюминиевой проволоки
July 03 , 2023 Внедрение ультразвуковой сварочной машины для алюминиевой проволоки
Введение
Ультразвуковая сварка , также известная как «склейка», представляет собой особый метод сварки, в котором используется энергия механических колебаний ультразвуковой частоты (16-120 кГц) для соединения одинаковых или разнородных металлов, полупроводников, пластмасс и керамики. Ультразвуковая сварка широко используется в производстве интегральных схем, конденсаторов, экранирующих компонентов трансформаторов сверхвысокого напряжения, микродвигателей, электронных компонентов, аккумуляторов и пластиковых деталей. По сравнению с традиционной технологией сварки технология ультразвуковой сварки обладает преимуществами высокой скорости, высокой эффективности и высокой степени автоматизации и стала базовой технологией для соединения в полупроводниковых корпусах.
Основной принцип ультразвуковой сварки давлением
Ультразвуковая энергия — это энергия механических колебаний, которая работает на частотах выше звуковых волн (нормальный человеческий слух имеет верхний предел частоты 18 кГц). Частота ультразвукового соединения, используемого в корпусах полупроводников, обычно составляет от 40 до 120 кГц. Ультразвуковая сварка давлением – это метод сварки в твердой фазе. Этот особый метод сварки в твердой фазе можно просто описать так: в начале сварки металлический материал подвергается сильному пластическому течению под действием трения, образуя связь между чистыми металлическими поверхностями. Контакт создает условия. Повышение температуры и высокочастотная вибрация области соединения дополнительно вызывают активацию атомов в металлической решетке. Поэтому при ковалентной связи атомы металла находятся близко друг к другу на расстояние, измеряемое нанометрами.

Исследования процесса сварки показывают, что трение, пластическое течение и температура являются тремя основными взаимозависимыми факторами для достижения ультразвуковой сварки, среди которых ведущую роль играет трение, которое является не только основным источником тепла при сварке, но и за счет устранения оксида. пленка для чистоты Контакт между металлическими поверхностями создает условия.
Энергия, необходимая для трения при ультразвуковой сварке, может быть выражена следующей формулой:
E=∫μPvdt[5]
В формуле: μ-коэффициент трения; Р - вертикальное давление на сварочную головку; v - скорость вибрации сварочной головки;
Среди них: v=4Af В формуле: А - амплитуда сварочной головки; f - частота ультразвуковых колебаний; т-время сварки.
При фактическом производстве параметров ультразвуковой сварки давлением, поскольку коэффициент трения связан со сварочным материалом, сварочной головкой, состоянием поверхности сварного соединения и состоянием поверхности сварного соединения, методом зажима сварного соединения и т. д., он можно рассматривать как константу, а давление P связано с встряхиванием свариваемого материала. Это связано с пределом текучести, а также с твердостью, толщиной свариваемого материала и амплитудой сварочной головки; это обычно выражается усилием соединения, которое контролируется пневматическим давлением, создаваемым машиной, поэтому его легко отрегулировать точно. Амплитуда выбирается усилителем (рупором) и конструкцией сварочного инструмента. Он может автоматически и точно контролироваться и регулироваться подачей электроэнергии, выражается в силе энергетической связи. После определения геометрического размера рупора сварочной головки определяется собственная резонансная частота. Поэтому частота часто является фиксированной и известной при проектировании машины. Время сварки представлено временем склеивания, которое можно точно контролировать с помощью электрического аспекта.
Следовательно: энергия, необходимая для трения ультразвуковой сварки, может быть записана как:
E=мкф∫PAdt
Итак, есть 3 основные переменные процесса: амплитуда (энергия), давление (сила) и время. Эти переменные тесно связаны с энергией, потому что конечной целью процесса является расщепление и диспергирование оксидов путем подачи достаточного количества энергии для формирования слоев друг против друга на атомных расстояниях. Кроме того, в реальном процессе производства полупроводниковой упаковки часто используется вспомогательный нагрев для ускорения пластической деформации, а метод контроля температуры относительно прост. Поэтому температуру часто контролируют как переменную процесса.
Фактически, процесс ультразвуковой сварки давлением в области упаковки полупроводников часто делится на две категории: термозвуковая и холодная ультразвуковая сварка. Так называемая термозвуковая сварка часто требует использования нагрева для нагрева заготовки через нагревательный блок, поэтому температура сварки часто становится параметром процесса, который необходимо контролировать.
Кроме того, в этом процессе необходимо предварительно обжечь конец сварочной проволоки (в основном золотой проволоки) в шарики с помощью искрового разряда и поверхностного натяжения, поэтому он становится сваркой давлением шарика золотой проволоки, поэтому контроль разрядного тока, времени и расстояния является также требуется относительно высокая.
Acey new Energy является профессиональным поставщиком, специализирующимся на сборочных машинах для литиевых батарей, таких как машина для калибровки емкости батареи, машина для наклеивания бумаги на батарею, машина для сортировки батарей, тестер BMS, машина для точечной сварки батареи, машина для лазерной сварки, машина для ультразвуковой сварки алюминиевой проволоки , комплексный тестер аккумуляторов, тестер старения заряда и разряда аккумуляторов и т. д., и мы предлагаем универсальное решение для сборочной линии цилиндрических аккумуляторов. Если вы заинтересованы, пожалуйста, свяжитесь с нами.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Эл. адрес : allen@xmacey.com
Тел. : +8618950009155
Whatsapp : +8618950009155















