XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/0f16efa12291b19fbc5b9915c12334e0.jpg)

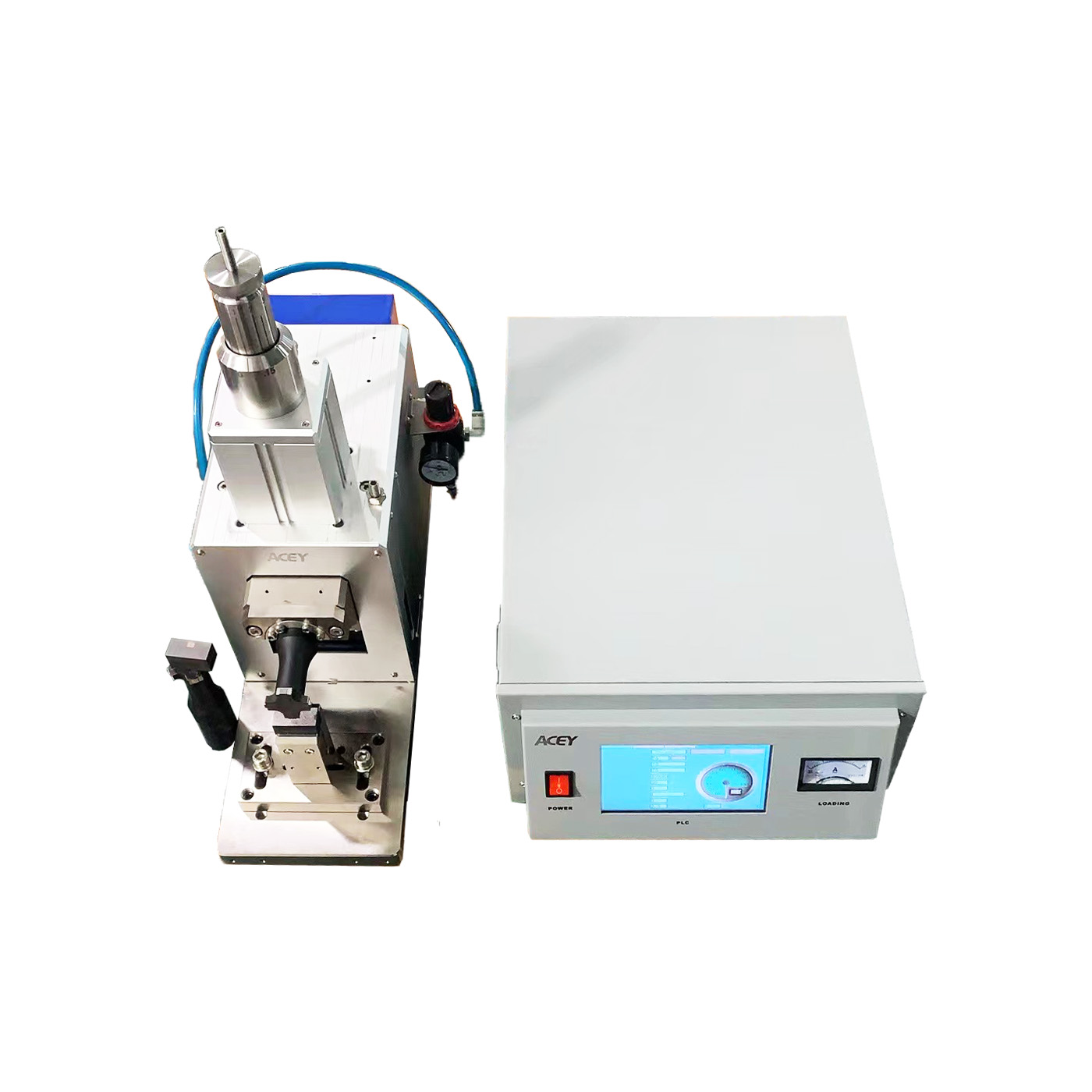


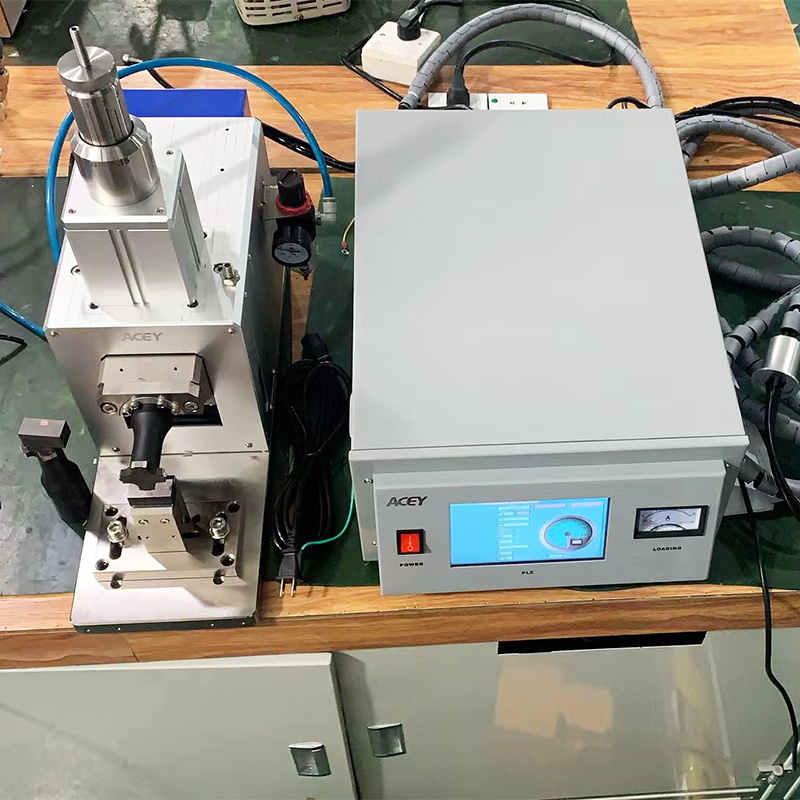
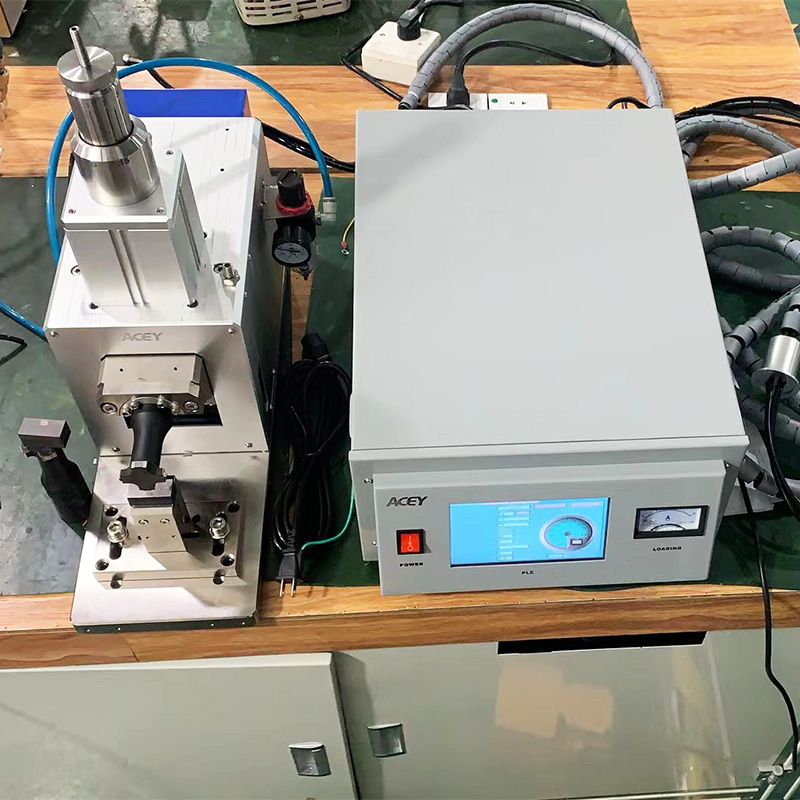
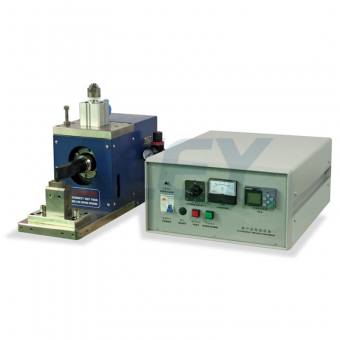
Ультразвуковой сварочный аппарат ACEY-USW-3000W предназначен для соединения никелевых и алюминиевых материалов при производстве аккумуляторов или других применениях.
марка:
ACEYпредмет номер.:
ACEY-USW-3000соответствие:
CE Certifiedгарантия:
One Year warranty with lifetime supportЗаказ (Moq) :
1 setоплата:
T/Tпроисхождение продукта:
ChinaВремя выполнения:
7days
Ультразвуковой аккумуляторный сварочный аппарат для точечной сварки металла мощностью 3000 Вт для сварки никеля и алюминия
Описание
Ультразвуковой сварочный аппарат ACEY-USW-3000W предназначен для соединения никелевых и алюминиевых материалов при производстве аккумуляторов или других применениях.
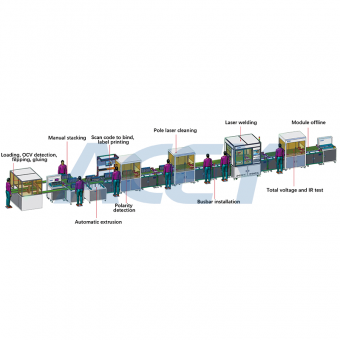
Инструкция по оборудованию
| 1.1 | Этот продукт подходит для сварки металлических деталей. |
| Никель, алюминий. | |
| 1.2 | Головка аппарата для сварки специальных стальных конструкций: |
| l Механическая точность и стабильность, оснащен защитной защитой от обнаружения фотоэлектрического переключателя. | |
| l Оснащен встроенной системой охлаждения. Прецизионная направляющая стальная конструкция, устойчивость к крутящему моменту, обеспечивающая быструю и стабильную работу. | |
| 1.3 | Сварочная головка ультразвукового сварочного аппарата: |
| l Строго отобранная импортная быстрорежущая сталь, износостойкая, высокая термостойкость, хорошая прочность, высокая механическая жесткость, небольшая деформация после термообработки, поэтому стабильность выходной частоты ультразвука высокая. | |
| l Амплитуда механического высокочастотного смещения большая, сильная, равномерная и стабильная. | |
| l Принять международную профессиональную технологию термообработки, обработку рисунков с использованием высокоточной холодной шлифовки. | |
| 1,4 | Эффект сварки: |
| l Твердая сварка, низкое внутреннее сопротивление, отсутствие виртуальной сварки, отсутствие порошка, отсутствие горящей диафрагмы, отсутствие горячего изоляционного клея, отсутствие вибрационных трещин на клеммах аккумулятора и электроде, остаточная поверхность сварки между металлом и металлом составляет более 80%. | |
| l Поверхность после сварки гладкая, без складок и заусенцев с обратной стороны, а паяное соединение полное и чистое. | |
| l Прочное и надежное, положение паяного соединения не нарушается, разрывное усилие можно измерить в зависимости от различных слоев и толщины материала. | |
| 1,5 | Состав конструкции оборудования |
| l Аппарат для сварки металла в основном состоит из ультразвукового генератора, преобразователя, верхнего и нижнего ультразвукового столба, пневматических компонентов, рамы и так далее. | |
| l Выбор режима схемы полностью цифровой схемы, режим высокой мощности, стабильная производительность, сильный выход. | |
| l Материалы верхнего и нижнего ультразвукового полюса изготовлены из новых сплавов с хорошей износостойкостью. | |
| 1,6 | l Требования к электропитанию оборудования: однофазный переменный ток 220 В ± 10 %, 50 Гц, розетка 16 А, выбор кабеля сечением 3 мм2, колодец для заземления. |
| l Источник входного воздуха: сухой и чистый сжатый воздух, давление 0,6 МПа, диаметр соединения газовой трубы 8 мм, расход воздуха: 0,6 м3/час. | |
| l Экологические требования: влажность не более 48%, температура не выше 45 ℃ . |
Техническое описание
| Нет | Элемент | Подробное описание |
| 5.1 | Толщина основного материала | (1) Никелевый лист0,2 мм |
| (2) Алюминий 1,0 мм | ||
| 5.2 | Способ сварки | 0,2 никеля +1,0 алюминия, зона сварки 6*3, мобильная сварка дважды. |
| 5.3 | Направление проектирования сварочных головок | Двухсторонняя |
| 5.4 | Параметр сварки | l Время сварки: в пределах 0,1-0,8 с. |
| л Сварочное давление: 0,1 ~ 0,6 МПа. | ||
| л Резонансная частота: 20 кГц ± 100 Гц. | ||
| 5,5 | Стандартная сварочная головка | l Импортированная специальная быстрорежущая сталь. |
| l Ультразвуковые верхние и нижние полюса (схема конструкции зависит от процесса. | ||
| 5,6 | Ультразвуковой удар головой | l Ручной ход составляет 10-45 мм. |
| l Ход автоматической сварочной линии составляет 25-45 мм (в соответствии с конструкцией сварочной производственной линии всей машины). | ||
| 5,7 | Регулируемая амплитуда | 10-95% регулируемый |
| 5,8 | Параметр электрической мощности | l Максимальная входная электрическая мощность: 3000 Вт. |
| l Режим сварки: временной режим, энергетический режим, сегментный режим. | ||
| 5,9 | Режим управления оборудованием | l Ручной двигатель управляется сигналом ножного переключателя. |
| l Вспомогательная производственная линия - это управление сигналами линии ввода-вывода. | ||
| 5.1 | Спецификация приемки | l Никакой виртуальной сварки, сквозной сварки, утечки, сплошной сварки, проникновения слоев. |
| l Процент проходимости сварки: 99,9%, процент проходимости 99,9%. Пользователь должен гарантировать, что продукты, процессы и материалы соответствуют друг другу, что оператор имеет профессиональную подготовку и что клиент еженедельно обслуживает оборудование. | ||
| l Процесс основан на эффекте сварки, чтобы удовлетворить требования производителя и обеспечить производственную мощность в качестве основного показателя измерения. | ||
| l Оператор должен проверять, носится ли сварочная головка каждый день, а массовое производство может быть одобрено отделом качества. | ||
| l Производство в условиях ультразвукового износа верхних и нижних ультразвуковых полюсов и вязкого материала не относится к этому диапазону неисправностей. | ||
| 5.11 | Конструкция оборудования и срок службы | l Общая конструкция: ультразвуковой генератор, система ультразвуковых преобразователей, ультразвуковые опоры вверх и вниз, пневматические компоненты, рама, верстак и т. д.; (У ручного двигателя есть верстак, а у соответствующей производственной линии нет верстака). |
| l Расчетный срок службы оборудования – 10 лет. Срок службы 10 лет. Пользователь должен обеспечить единообразие продуктов, процессов и материалов. Оператор должен пройти профессиональное обучение у поставщика, а клиент должен еженедельно обслуживать оборудование. | ||
| 5.12 | Справочник по оборудованию Фото | L Размер (сверху: длина x ширина x высота): (конкретный размер установки прилагается к чертежам) |
| 5.13 | Справочник по методу приемки | Испытание на растяжение и остаточное испытание. Натяжение превышает 72 Н. |
Дисплей продукта



 аппарат для точечной сварки литий-ионный аккумулятор
аппарат для точечной сварки литий-ионный аккумулятор
точечная ультразвуковая сварка металла металлические выступы, общие для намотки и сварки, процесс ламинирования металла
 Настольный ультразвуковой сварочный аппарат мощностью 800 Вт с цифровым контроллером с сенсорным экраном
Настольный ультразвуковой сварочный аппарат мощностью 800 Вт с цифровым контроллером с сенсорным экраном
ACEY-USW-1 — это сертифицированный CE ультразвуковой сварочный аппарат с сенсорным экраном. Он предназначен для приваривания друг к другу фольги/листов электродов и лепестков к токосъемникам для подготовки литий-ионных мешочных и цилиндрических элементов.
 Ультразвуковой сварочный аппарат для металла 1000 Вт для никеля, алюминия, меди
Ультразвуковой сварочный аппарат для металла 1000 Вт для никеля, алюминия, меди
Ультразвуковой сварочный аппарат ACEY-USW-1000W предназначен для соединения никеля, алюминия, меди и т. д. материалов при производстве аккумуляторов или других областях применения.
 лабораторный вертикальный электрический рулонный пресс Для 18650 каландрирование электрода батареи
лабораторный вертикальный электрический рулонный пресс Для 18650 каландрирование электрода батареи
Это лабораторный валковый пресс для регулировки толщины Li-Ion аккумуляторы электрода после нанесения покрытия и сушки.
 лабораторный автоматический электрод для литиевой батареи машина для нанесения пленочного покрытия
лабораторный автоматический электрод для литиевой батареи машина для нанесения пленочного покрытия
Это машина для нанесения пленочного покрытия в основном используется в качестве сырья для электрода литиевой батареи покрытия , ширину покрытия можно регулировать и встроенным вакуумным насосом.
 оборудование для высокотемпературного старения камера для испытаний на старение ксеноновой лампы
оборудование для высокотемпературного старения камера для испытаний на старение ксеноновой лампы
в основном он используется в производстве конденсаторов, аккумуляторов или в экспериментальных испытаниях на старение при высоких температурах.
 большой электрод для литиевой батареи Трехвалковый оборудование для нанесения покрытия
большой электрод для литиевой батареи Трехвалковый оборудование для нанесения покрытия
Это оборудование спроектировано так, чтобы быть удобным для исследователей и соответствовать требованиям точности и консистенции покрытия, которые ничем не отличаются от производство.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Эл. адрес : allen@xmacey.com
Тел. : +8618950009155
Whatsapp : +8618950009155