Как решить проблему несоответствующего размера паяного соединения и непостоянного расхода паяльника?
В современных быстро меняющихся новых энергетических технологиях цилиндрические элементы являются важной частью литий-ионных аккумуляторов, а их производительность и процесс производства напрямую связаны с общей эффективностью и безопасностью аккумуляторной батареи.
При сборке литиевого аккумуляторного блока необходимо соединить несколько цилиндрических элементов последовательно или параллельно, чтобы удовлетворить требуемые требования к напряжению и емкости. Аппарат для точечной сварки литий-ионных аккумуляторовпредставляет собой устройство, специально используемое для процесса сварки при сборке цилиндрических батарей. Принцип его работы заключается в использовании мгновенного большого тока для прохождения через клеммы аккумулятора и шину цилиндрической батареи, так что металлический материал в точке контакта за короткое время достигает точки плавления, а затем металл сплавляется вместе под действие давления для образования прочного паяного соединения. Этот метод сварки основан на термическом эффекте сопротивления. При прохождении тока через две соприкасающиеся металлические части за счет сопротивления самого металла, согласно закону Джоуля (Q=I²Rt, где Q — тепло, I — ток, R — сопротивление, а t — время), тепло будет генерируется в точке контакта, тем самым обеспечивая сварку.

Автоматическая машина для двусторонней точечной сварки
Однако в процессе сварки цилиндрических ячеек PACK явление, которое нельзя игнорировать, - эффект Пельтье, часто создает проблемы для производства.
Проблемы, связанные с эффектом Пельтье при сварке цилиндрических аккумуляторных батарей
Эффект Пельтье, впервые открытый французским учёным Ж.А.К. Пельтье в 1834 году — термоэлектрическое явление. Когда ток проходит через цепь, состоящую из двух разных проводников (или полупроводников), в месте соединения происходит поглощение или выделение тепла. Это явление возникает из-за разницы энергетических уровней носителей заряда в разных материалах. При переходе заряда с высокого энергетического уровня на низкий энергетический уровень он выделяет энергию, которая проявляется в виде тепловыделения; и наоборот, он поглощает энергию, что проявляется в поглощении тепла. Эффект Пельтье не только обратим: интенсивность поглощения или выделения тепла тесно связана с величиной тока, свойствами проводника и температурой горячего конца.
При контактной сварке цилиндрических аккумуляторных блоков обычно используется параллельная сварка. При этом методе сварки, даже если левый и правый электроды находятся в одинаковых рабочих условиях (сварочное давление, материал электрода, контактное сопротивление, сварочный ток, время включения и т. д.), места сварки слева и справа часто бывают неровными. верно.
Так почему же возникают такие проблемы, как «неодинаковый размер левого и правого сварочного пятна» и «неодинаковая длина левого и правого электродов», когда условия работы на левой и правой сторонах одинаковы?
Это связано с тем, что при соединении различных металлов или полупроводниковых материалов ток, проходящий через точку сварки, может вызвать локальное поглощение или выделение тепла. Если нагрев неравномерен, это повлияет на качество сварки и даже на работу аккумулятора.
Неровные левые и правые точки сварки при параллельной сварке могут привести к таким проблемам, как холодная сварка, залипание игл и чрезмерная сварка. Это не только сильно влияет на качество сварки ПАК, но и скорость расхода электродов с обеих сторон сильно различается. Электрод с притыкающими иглами слева короче, а электрод справа длиннее; а разница в длине сварочной иглы приведет к разнице сварочного давления между левой и правой иглой, что повлияет на стабильность качества сварки.
Для решения проблемы эффекта Пельтье при сварке цилиндрических аккумуляторных блоков эффективные решения можно искать с учетом следующих аспектов:
1. Отрегулируйте сварочное давление: если это однополярный источник питания, когда на левой стороне липкие иглы и холодные паяные соединения, сварочное давление на левой стороне можно соответствующим образом уменьшить, чтобы сварочное давление на левой стороне было ниже, чем на левой стороне. правая сторона. Таким образом, контактное сопротивление R между левой батареей и соединительным элементом из чистого никеля увеличится. Согласно энергетической формуле Q=0,24I²Rt, после включения сварки сопротивление левого паяного соединения увеличивается, соответственно увеличивается и энергия сварки с левой стороны, что сбалансирует энергию сварки с левой и правой стороны. .
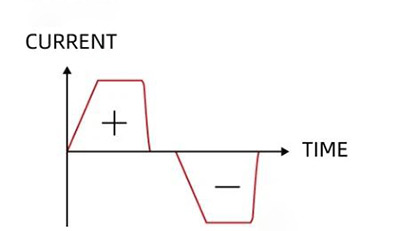
2. Используйте биполярный источник питания: после включения источника питания сначала выпустите ток положительной формы, а затем выпустите ток отрицательной формы. Используя обратимые характеристики эффекта Пельтье, точка поглощения тепла под положительной формой волны становится точкой тепловыделения под отрицательной формой волны, что может компенсировать разницу сварки между левой и правой сторонами положительной формы волны. В результате отладки после наложения двух включений питания образуются два сварочных сердечника практически одинакового размера и получается относительно однородный остаток сварки.
3. Выбор материала и предварительная обработка: выбирайте материалы с небольшим термоэлектрическим эффектом и хорошими сварочными характеристиками, например, никелированные разъемы. Слой никелирования не только повышает свариваемость разъема, но и в определенной степени ослабляет эффект Пельтье. Кроме того, перед сваркой поверхность аккумуляторного элемента следует тщательно очистить от загрязнений, таких как антикоррозионное масло, которые могут повлиять на качество сварки.
4. Используйте высококачественные сварочные штифты: оптимизируйте конструкцию сварочных штырей, выбирайте материалы стабильного качества, улучшайте термостойкость и износостойкость сварочных штырей, дополнительно продлевайте срок службы сварочных штырей и уменьшайте несоответствие размеров паяных соединений и Расход сварочных штифтов вызван проблемами с качеством сварочных штифтов.

Сварочные иглы для аккумуляторной машины точечной сварки
5. Усиление мер по отводу тепла: установите эффективные устройства отвода тепла в зоне сварки, такие как медные выступы или радиаторы для отвода тепла, чтобы быстро отводить тепло, выделяемое в процессе сварки, и уменьшать воздействие точек сварки на внутреннюю часть батареи. клетка. Выступы медной колонны для рассеивания тепла особенно подходят для охлаждения горячих точек из-за их небольшого размера и высокой плотности и могут эффективно снизить локальное повышение температуры, вызванное эффектом Пельтье.
6. Механизм мониторинга и обратной связи. Создайте механизм мониторинга и обратной связи в режиме реального времени для процесса сварки, используйте датчики температуры и другое оборудование для отслеживания изменений температуры в зоне сварки и немедленно корректируйте параметры сварки или принимайте другие меры по устранению неисправности при необходимости. обнаружение отклонений обеспечивает качество и безопасность сварки.

Полностью автоматическая линия сборки литий-ионных аккумуляторов для ESS
Acey New Energy специализируется на исследованиях и производстве высококачественного оборудования для литий-ионных аккумуляторных батарей. Мы можем не только предоставить высокоточный автоматизированный аппарат для точечной сварки, но также предоставить универсальное решение для цилиндрических, пакетных и призматических линий сборки литий-ионных аккумуляторов. Мы стремимся стать отличным партнером в области Сборка цилиндрического аккумуляторного блока с использованием профессиональных технологий, высококачественной продукции и внимательного обслуживания помогает клиентам добиться эффективного производства.
















