XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/99773fe8081282b4baf3e9daad072524.jpg)

ACEY-PAL-ESS Automatic Battery PACK Assembly Line предназначена для коммерческих и промышленных систем хранения энергии, бытовых систем хранения энергии и наружных систем хранения энергии. Совместимая с призматическими ячейками 50–314Ah, линия охватывает автоматическую загрузку и тестирование ячеек, укладку модулей, компрессию и зажим, определение полярности, автоматическую сварку модулей и выгрузку PACK, обеспечивая эффективное, стабильное и непрерывное производство аккумуляторных PACK.
марка:
ACEYпредмет номер.:
ACEY-PAL-ESSсоответствие:
CE Certifiedгарантия:
One-year warranty with lifetime supportЗаказ (Moq) :
1оплата:
T/Tпроисхождение продукта:
ChinaВремя выполнения:
7-35 daysАвтоматическая линия сборки литий-ионных аккумуляторных батарей для систем накопления энергии
Обзор продукта
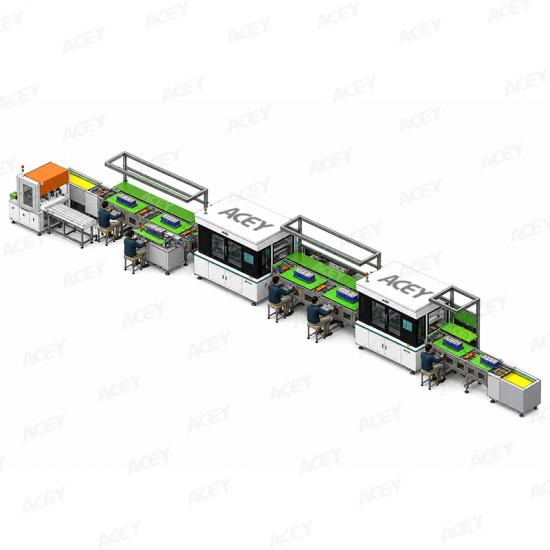
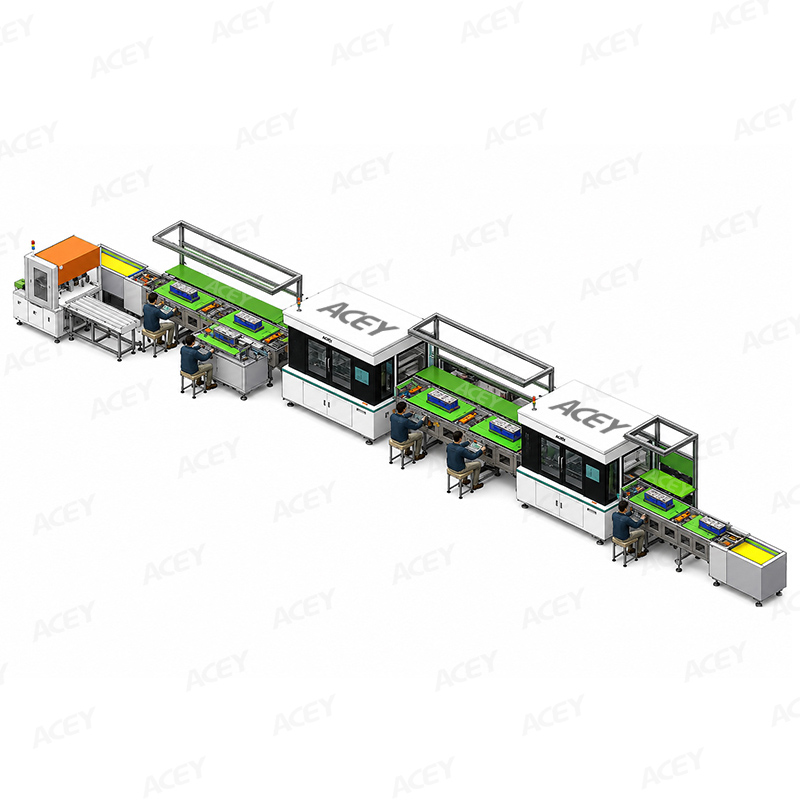
Автоматическая линия сборки призматических аккумуляторных батарей ACEY-PAL-ESS предназначена для производства призматических литиевых аккумуляторных модулей с использованием элементов 50–314Ah. Линия объединяет автоматическое тестирование, CCD-инспекцию, лазерную очистку, лазерную сварку и конвейерную транспортировку с гибкими ручными сборочными рабочими станциями.
Она подходит для модулей аккумуляторов 8S1P и 8S2P и может быть настроена в соответствии с размерами ячеек, структурой модуля, конструкцией шинопроводов, производственной мощностью и планировкой завода.
Области применения
Эта линия сборки призматических аккумуляторных батарей может использоваться для:

Информация об элементах и батарейных сборках
| Чертёж Аккумулятор Элементы И Совместимость | ||||||
| Элемент | Модель | L(Mm) | W(Mm) | H(Mm) | Вес(Kg) | Примечание |
| Модель | 314AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Модель | 280AH | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Совместимо | Совместимо с призматическими аккумуляторными элементами 50-314Ah | |||||
|
Совместимо размер аккумуляторной батареи сборки |
Габариты (длина x ширина x высота) мм | Вес совместимость |
| 8S1P | Максимальный совместимый размер 1000X600мм | ≤500kg |
| 8S2P |
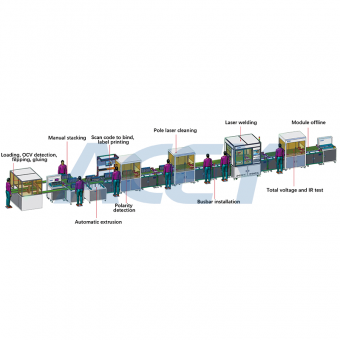
Производственный процесс
Ручная загрузка элементов →Автоматическое тестирование OCV и внутреннего сопротивления → Автоматическая сортировка элементов и отбраковка NG → Ручная передача элементов и укладка модулей → Автоматическое прессование модуля и ручная установка стальной ленты или PET tape → Обнаружение полярности CCD → Адресация клемм и лазерная очистка → Разгрузка NG → Ручная установка busbar → Автоматическая лазерная сварка busbar → Ручная постсварочная очистка и инспекция → Выгрузка готового аккумуляторного модуля
Примечание: жёлтая часть — автоматическая рабочая станция, остальное — ручная рабочая станция
Планирование рабочих станций

| Подробное описание этапов процесса | |
| 1 | Вручную поместить аккумулятор элементы в подающий порт |
| 2 | Сортировка OCV Тест/NG |
| 3 | аккумулятор элемент поступает соответствующие параметры в канал |
| 4 | Вручную поместить аккумулятор элементы на логистика линия для штабелирования и группировки |
| 5 | батарея модуль экструзии гильза стальная лента |
| 6 | полярности обнаружение и лазерная очистка рабочая станция |
| 7 | станция передачи NG |
| ручная установка из шинопровод | |
| 8 | Автоматическая лазерная сварка |
| 9 | Ручная очистка после сварки |
| 10 | PACK offline |
Спецификации производственной линии
| Тип ячейки | Призматический литиевый аккумуляторный элемент |
| Диапазон ёмкости ячейки | 50–314Ah |
| Референтные модели ячеек | 280Ah / 314Ah |
| Референтные размеры ячейки | 173.2 × 71.4 × 207.2 mm |
| Референтный вес ячейки | Примерно 5.5 kg |
| Конфигурация модуля | 8S1P / 8S2P |
| Максимальные размеры пакета | 1000 × 600 mm |
| Максимальный вес пакета | ≤500 kg |
| Производственная мощность | 6–8 PPM |
| Выход с первого прохода | ≥98% |
| Итоговый выход после доработки | ≥99.5% |
| Частота отказов одной машины | ≤2% |
| Коэффициент загрузки одной машины | ≥98% |
| Время переналадки производства | ≤4 hours |
| Электропитание | Трёхфазная пятипроводная система, 380 В ±10%, 50 Гц |
| Общая мощность линии | Примерно 50 кВт |
| Сжатый воздух | 0.5–0.8 MPa |
| Несущая способность пола | ≥650 kg/m² |
| Рабочая температура | 15–35°C |
| Относительная влажность | 40–85% RH |
| Ориентировочная занимаемая площадь линии | Примерно 18,800 × 3,570 mm |
| Ориентировочная высота оборудования | Примерно 2,560 mm |
Основное оборудование
1. Станция сортировки OCV
Аккумуляторные ячейки вручную размещаются на подающем конвейере и автоматически перемещаются в позицию тестирования. Система выполняет измерение OCV и внутреннего сопротивления перед сортировкой ячеек по соответствующим каналам.
Ячейки, не прошедшие испытание, автоматически перемещаются в буферную зону NG. При заполнении буфера активируется сигнализация.
Основные функции включают:

2. Штабелирование и прессованиеРабочая станция
После того как ячейки вручную укладываются на технологический паллет, модуль перемещается в станцию прессования.
Электрический цилиндр прикладывает контролируемое давление к аккумуляторному модулю. Сила прессования и ход могут регулироваться в зависимости от конструкции модуля.
Основные функции включают:

3. Станция определения полярности и лазерной очистки
Модуль транспортируется в станцию конвейерной системой. Датчики обнаруживают и позиционируют входящий паллет перед началом процесса контроля.
Сканер штрихкода идентифицирует модуль, а трёхосевой портальный механизм перемещает CCD-камеру и лазерную головку очистки к каждому выводу ячейки.
Основные функции включают:

4. Станция автоматической лазерной сварки
Паллет с модулем автоматически позиционируется внутри станции лазерной сварки. Сканер штрихкода считывает информацию о модуле, а портальная система перемещает камеру и сварочный гальванометр к каждой точке сварки.
Система измерения расстояния автоматически регулирует рабочую дистанцию, а система машинного зрения определяет опорные точки перед сваркой.
Основные функции включают:

Модульный лоток для оснастки линии
Лоток для оснастки транспортирует и позиционирует аккумуляторный модуль по всей производственной линии.
Лоток может быть настроен в соответствии с размером ячеек, компоновкой модуля и размерами шинопровода.
1) Размер лотка 1200mm x 600mm и совместим с 280-320AH (2P8S);
2) Используется бакелитовая изоляция 20mm, обеспечивающая долговечность и предотвращающая срыв резьбы винтов при замене приспособлений;
3) Пластина крепления шинопровода выполнена из стеклопластикового листа, адаптированного под размеры шинопровода, обеспечивая неподвижность шинопровода при перемещении по производственной линии. Это позволяет выполнять полностью автоматическую лазерную сварку без участия оператора.

1. Каждое рабочее место оснащено электронным сенсорным экраном ESOP, поддерживающим бумагу A3 и A4 (альбомная ориентация, регулируемая).
2. Каждое рабочее место оснащено светодиодным освещением и независимой кнопкой включения.
3. Вся конвейерная линия оснащена единым электрическим шкафом управления, управляемым ПЛК и оснащённым сенсорным экраном, позволяющим вручную выбирать любое рабочее место.
4. Конструкция конвейерной линии представляет собой вертикальную циркуляционную систему с двумя приводными блоками на каждом уровне, все оснащены частотными преобразователями и регулировкой скорости через сенсорный экран.

Требования к установке на заводе
| № | Пункты | Параметры |
| 1 | Питание Электроснабжение | Три Фаза Пять Провод 380V ± 10%, 50Hztotal Мощность Из Всей Вся Линия составляет около 50Kw |
| 2 | Газ Источник | Сжатый Воздух: 0.5-0.8Mpa (Каждые 10 метров на этом воздушном источнике ) |
| 4 | Несущая способность грунта | ≥650kg/㎡; |
| 5 | Окружающая | температура 15-35 ℃, Относительная Влажность 40% -85% R.H |
| 6 | Другое |
Там есть нет сильной вибрации источника, нет сильной пыли, и нет коррозионных или взрывоопасных газов в окружающей окружающей среде. |
*Какие аккумуляторные элементы может обрабатывать эта сборочная линия?
Стандартная производственная линия совместима с призматическими аккумуляторными элементами 50–314Ah. Референсная конфигурация разработана для элементов 280Ah и 314Ah.
*Это полностью автоматическая линия сборки аккумуляторных батарей?
Эта конфигурация сочетает автоматические и ручные рабочие станции. Тестирование OCV, сортировка элементов, инспекция CCD, лазерная очистка, отбраковка NG, конвейерная транспортировка и лазерная сварка автоматизированы. Загрузка элементов, укладка, установка шин (busbar) и финальная выгрузка выполняются вручную.
Уровень автоматизации может быть повышен в соответствии с производственными требованиями.
*Какие конфигурации аккумуляторных модулей поддерживаются?
Референсная линия поддерживает модули 8S1P и 8S2P. Другие конфигурации модулей могут быть разработаны путем настройки технологических лотков, приспособлений и управляющих программ.
*Как контролируется точность сварки?
На рабочей станции лазерной сварки используется визуальное позиционирование, идентификация по штрих-коду, автоматическое измерение расстояния и программируемое перемещение портала для определения каждой точки сварки перед сваркой.
*Можно ли настроить линию под разные шины (busbar)?
Да. Плита позиционирования шин, траектория сварки, параметры лазера и оснастка могут быть адаптированы в соответствии с размерами шин, материалом и конструкцией модуля.
*Какая информация требуется для индивидуального решения?
Пожалуйста, предоставьте размеры ячеек, емкость ячеек, конфигурацию модуля, чертеж шин (busbar), требуемую производственную мощность, планировку завода и предпочтительный уровень автоматизации.
Связанные теги :
 машины для производства литий-ионных аккумуляторов линия для производства цилиндрических батарей
машины для производства литий-ионных аккумуляторов линия для производства цилиндрических батарей
Эйси New Energy Can предлагает оборудование для сборки цилиндрических аккумуляторных батарей для лабораторных исследований и производства
 автоматическая машина для наклеивания изоляционной бумаги литий-ионных аккумуляторов Для цилиндрическая ячейка
автоматическая машина для наклеивания изоляционной бумаги литий-ионных аккумуляторов Для цилиндрическая ячейка
ACEY-BS01 автомат для оклейки ячменной бумаги на цилиндрических батареях.
 автоматическая 5-канальная машина для сортировки цилиндрических батарей Для 18650 линия аккумуляторных батарей
автоматическая 5-канальная машина для сортировки цилиндрических батарей Для 18650 линия аккумуляторных батарей
ACEY-AS5S может автоматически сортировать батареи в соответствии с указанными требованиями и имеет характеристики быстрой и точной сортировки.
 6-канальный 18650 26650 32650 аккумуляторная сортировочная машина цилиндрическая ячейка
6-канальный 18650 26650 32650 аккумуляторная сортировочная машина цилиндрическая ячейка
18650 / 26650 / 32650 / 21700 литий-ионный тест батарей & сортировочная машина.
 11-канальная аккумуляторная сортировочная машина Для внутреннее сопротивление батареи и VoltageTesting
11-канальная аккумуляторная сортировочная машина Для внутреннее сопротивление батареи и VoltageTesting
Это 18650 аккумуляторная автоматическая сортировочная машина используется для сборки цилиндрических аккумуляторных батарей
 Многофункциональный 2 в 1 бумажная изоляционная наклейка И сортировочные машины Для аккумулятор в сборе
Многофункциональный 2 в 1 бумажная изоляционная наклейка И сортировочные машины Для аккумулятор в сборе
Цилиндрический 18650 автоматическая машина для сортировки наклеек для аккумуляторов - это испытательное сортировочное устройство для проверки внутреннего сопротивления и напряжения цилиндрической батареи после поверхностного мата, которое имеет высокоточный система автоматического испытания внутреннего сопротивления и напряжения.
 односторонний полностью автоматический электрический точечный сварочный аппарат Для сварка блока цилиндрических батарей
односторонний полностью автоматический электрический точечный сварочный аппарат Для сварка блока цилиндрических батарей
ACEY-S200B подходит для точечной сварки и сборки аккумуляторного блока на заводе для 14500 / 18650 / 21700 / 26650 / 32700 многопараллельный многосерийный комбинация.
 автоматический односторонний поворотный 18650 машина для точечной сварки литиевых батарей
автоматический односторонний поворотный 18650 машина для точечной сварки литиевых батарей
ACEY-S200C с функцией вращения сварочной головки, подходит для точечной сварки и сборки аккумуляторных батарей на заводе для 14500 / 18650 / 21700 / 26650 / 32700 многопараллельный многосерийный комбинация.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Эл. адрес : allen@xmacey.com
Тел. : +8618950009155
Whatsapp : +8618950009155